
注意轮胎非正常磨损 气门嘴维护要点很重要
 所属分类:轮胎
2013-9-20 13:39:34 推荐指数:
所属分类:轮胎
2013-9-20 13:39:34 推荐指数:
(1)轮胎的非正常磨损
轮胎非正常磨损情况如图2-152所示,其主要原因如下。
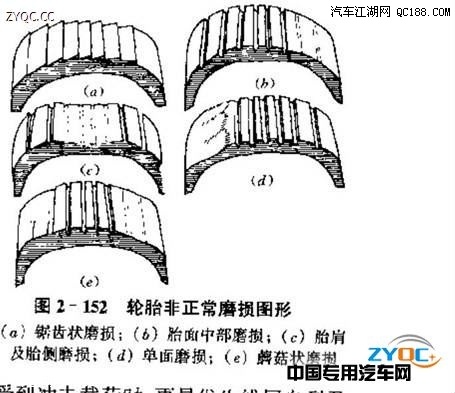
1)当轮胎气压过低时,轮胎变形大,轮胎胎面磨损加剧。轮胎帘线层松散脱胶或出现鼓泡现象,当遇到障碍物时,局部变形更大,致使轮胎内壁破裂。装用双胎气压过低时,导致两轮胎侧面相互摩擦而损坏。
2)当气压过高时,轮胎变形虽不大,但胎面中间磨损严重,轮胎局部承受应力增大过多,特别是受到冲击载荷时,更易发生线层自裂及外胎爆破现象。
3)过度地超负荷或超速行驶,使轮胎变形增大,线层承受应力增加,易在胎侧较薄部位爆裂。当车速过快时,单位时间内轮胎变形次数增加,内部温升过高,易使轮胎损坏。超载高速行驶时,更易使轮胎爆裂。
4)路面拱形结构使轮胎内侧磨损大。
5)因轮胎定位不当,如前束值过大过小、外倾角过大(主销与转向节衬套磨损过多)、轮毂轴承过松、主销后倾失常(前钢板弹簧销与衬套间隙过大),或左右钢板弹簧性能不一、前轴变形以及U形螺栓松动等一系列原因,将使前轮产生偏磨、或前轮摇摆产生不正常磨损。
6)轮毂变形,车轮每转一转,胎面局部位置产生横向和其他方向的滑磨。
7)制动过于灵敏且较频繁时,在后轮里面的轮胎,易产生波浪形磨损。
8)轮胎胎面两侧小花纹或越野车花纹呈锯齿状磨损,一般情况下是由于胎面接触地面瞬间,两侧小花纹或越野花纹的“凸块”先接触地面一端受挤压变形,后接触地面一端在离开地面时产生滑磨,滑磨处比前部磨损多,故形成锯齿状磨损。
9)因超载使半轴套管弯曲易使轮胎形成锯齿状磨损。
10)后U形螺栓未及时拧紧,紧急制动时,剪断中心螺栓后,驱动桥前后移动,造成左右两边轴距不一引起轮胎偏磨。检查轴距是否相等时,可观察钢板弹簧中心是否与轮胎中心重合,或观察轮胎侧面与钢板弹簧侧面的前后距离是否一致及平行度误差是否大于5mm以上。
11)因钢板弹簧失去弹性,或制动器单边发咬等许多原因造成轮胎磨损或磨损不均匀。
12)轮辋与轮胎不配套使用,极易使轮胎磨损加剧,轮辋变形时,也使轮胎磨损增加。
(2)轮胎的拆卸与检修
1)中型货车轮胎尺寸较大,且由于轮胎螺母都有一定程度的锈蚀,一般用拆轮胎机拆卸较方便。但当双胎(后轮)中内螺母松动而外螺母锈蚀时,一般需将两轮胎一起拆下,再用其他方法拆卸外轮胎,或用氧乙炔焰隔断外螺母,故拆装麻烦且浪费。此时,可采用下述方法:即先把松动的内螺母的相邻两个外螺母拧紧,而后再拆卸松动内螺母上的锈蚀外螺母,当相邻两外螺母压住两轮辋辐板时,松动的内螺母就无法退出螺纹扣而被压紧,再用拆胎机拆卸锈蚀的外螺母就很容易。
2)当外胎破损或内胎漏气时,均须分解轮胎,然后再修补内、外胎。当轮胎与轮辋粘结时,则难以取出。此时,可用一壶开水,慢慢地淋在轮胎与轮辋之间,再用撬棍撬动,就较易分离;也可先取下轮辋上的锁圈和挡圈,旋出气门芯,然后向胎内充气,气压会将外胎的一侧从轮辋上撑开,便可轻易取下轮胎。
3)轮胎的修补方法:外胎胎面若有较小的损伤和裂口时,先清除裂口内的泥沙,使其清洁,涂上胶水,塞上生胶条,再用小型补胎夹具或电烫夹具在标准气压下夹烘10min左右即可。大的损伤,则应送专业轮胎翻修车间修补。
内胎有小孔漏气时,可用热补或冷补的方法修理。热补是使用专用火补胶用火补夹进行修补,较为快捷。冷补时,应将破裂处周围20~30mm范围内粗化,补贴的胶皮也要用补胎锉使其粗化,在粗化面提上胶水,待胶干后,粘贴在一起,并用滚子朝一个方向滚动并压紧,或用锤击,使其贴平粘紧。
4)轮辋的检修:内容如下。
a)轮辋上的孔若磨损失圆超过1.5mm,轮胎螺母支承面有不均衡磨损时,可堆焊修复,再进行加工修理。
b)各孔之间的裂缝应予焊补。
c)轮辐与轮辋连接处有脱焊现象时,应予以焊牢。
d)轮辋扭曲变形量大于3min时,应予矫正。
e)锁圈挠曲时,应予矫平整修。
(3)轮胎装配注意事项
1)装合内、外胎时,应擦拭干净,在接触面涂膜滑石粉。外胎侧面如有“△”、“□”、“○”、“×”、“↑”等标记时,表示轮胎较轻的部位,应使内胎气门嘴安装在此处。
2)注意轮胎侧标有旋转方向的标记,应按规定方向装用。若装用“人”字花纹轮胎,应使“人”字的尖端按前驶方向先与地面接触。
3)应使轮辋的尺寸符合使用要求,即宽度尺寸不宜太宽太窄,应与轮胎宽度的尺寸一致。若轮辋宽度过宽,轮胎会两肩着地、胎面中间凹陷;若宽度尺寸过小,接地面积变小,胎冠磨损加剧。轮辋直径必须与轮胎胎圈相吻合,若直径过小,胎圈与轮辋之间产生滑动,使胎面形成波状磨损;若直径尺寸过大,则安装困难,且易损坏胎圈。
4)双胎并装时,两轮胎的气门嘴应对称排列,有利于平衡,内侧轮胎的气门嘴应与外侧轮胎的轮辋孔对正,便于检查和充气;且两轮辐板孔应对齐。
5)轮胎充气时,应先充进少量的气,使内、外胎完全贴合,外胎与轮辋贴合良好,并用大锤锤击,使之贴合到位,再按标准气压进行充气,同时应注意安全工作,防止意外伤人事故。
6)在往制动鼓上装轮胎时,应先润滑轮胎螺母,先用两只螺母定位,使螺母球形凸面与轮辋上凹面贴合稍加拧紧,待全部螺母定好位后,按交叉、对称方向以规定扭矩紧固螺母,但不宜使用过长的加力杆权利扳紧,防止螺母滑丝。特别是在使用轮胎拆装机上,应防止过度冲击螺母。在车辆行驶40km后再重新紧固一次即可。
(4)轮胎气门嘴的维护要点
气门嘴具有高效充、放气功能,便于检查气压,且不受温度变化的影响与内胎结合牢固,并耐腐蚀、不生锈等特点。
1)新内胎装用时检查气门嘴是否有外伤,气门芯是否动作灵活、密封性是否良好。
2)安装气门芯时要慢上轻拧,不宜过紧,防止滑丝、密封失效。同时注意气门嘴口与气门芯活动挺杆平齐,便于测量气压及拧上防尘帽。
3)充气时,应擦净气门嘴及气门芯,防止杂物进入内胎;不宜使用拧松或拧出气门芯的方法充气,因经常拧动时,密封圈的性能逐渐下降。每次检查气压或充气后,应及时戴上防尘帽。
4)气门嘴在轮辋孔眼中的位置不允许有歪斜的现象。
(5)气门芯断损后的取出方法
1)气门嘴内螺纹口端的螺纹变形及损伤时,气门芯不能取出,难以更换,此时,可将气门芯拧到底,再用气门芯扳手上的专用丝攻修理一下内螺纹即可。
2)若气门芯螺纹滑丝,只能在内转动而拆不出来,可用合适的螺钉或自攻螺丝修成方形,插入后用小锤轻打,把芯杆螺纹卡住,边转边拉即可;或找一只与气门芯残留部分内径尺寸基本相符的螺钉,用旋具将其强行拧入,使残留的气门芯与螺钉为一体,然后用手钳夹住朝外拔出即可。
3)若气门芯密封圈老化变质与气门嘴粘在一起,可用火烧气门嘴外部,使密封圈烧焦,再用小锤振动几下气门嘴,就能拆出旧气门芯。
4)若气门芯螺纹锈死,可向气门嘴内滴入几滴汽油或浸入汽油中,再滴入一点机油,可将气门芯取出。
5)用13号自行车钢丝一段,弯成弯钩状,使钢丝螺纹端的一头插入气门嘴孔内,顺转方向拧入5~10圈即可将气门芯拔出。
(6)轮胎换位方法
为使轮胎磨损均匀,延长使用寿命,一般在进行二级技术维护时,可按图2-153所示方法换位行驶。
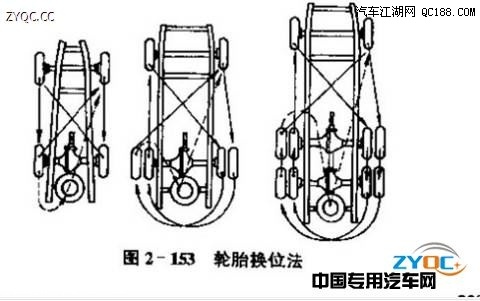
如轮胎进行过修补时,由于不平衡的原因,故不能装在前轮上使用。